產品分類
相關推薦
¥
0.00
3PE防腐鋼管 滄州3PE防腐廠 螺旋管 天然氣防腐鋼管
¥
3500.00
農業灌溉用保溫螺旋管 X42螺旋管 厚壁螺旋管 友鑫防腐保溫廠家
¥
3850.00
工程用大口徑螺旋焊管 厚壁螺旋鋼管 螺旋焊管 供暖保溫螺旋鋼管
¥
3400.00
內外涂塑鋼管 內外涂塑鋼管廠家 螺旋管 滄州 全國直銷
¥
229.00
熱熔環氧粉末內外涂塑鋼管 環氧樹脂粉末FBE螺旋防腐鋼管 龍都管道
¥
3050.00
大口徑鋼套鋼微孔硅酸鈣保溫管 浩淼通源頭廠家 聚脲防腐保溫鋼管
|
用途范圍 :
|
機械制造,核電,食用機械,結構制管,其他
|
配送服務 :
|
可配送到廠
|
|
加工服務 :
|
定制樣品
|
倉庫所在城市 :
|
滄州
|
|
倉庫 :
|
德源
|
材質 :
|
q235
|
|
計重方式 :
|
過磅
|
貨物銷售類型 :
|
現貨
|
|
質量等級 :
|
正品(受理質量異議)
|
產品表面描述 :
|
光滑
|







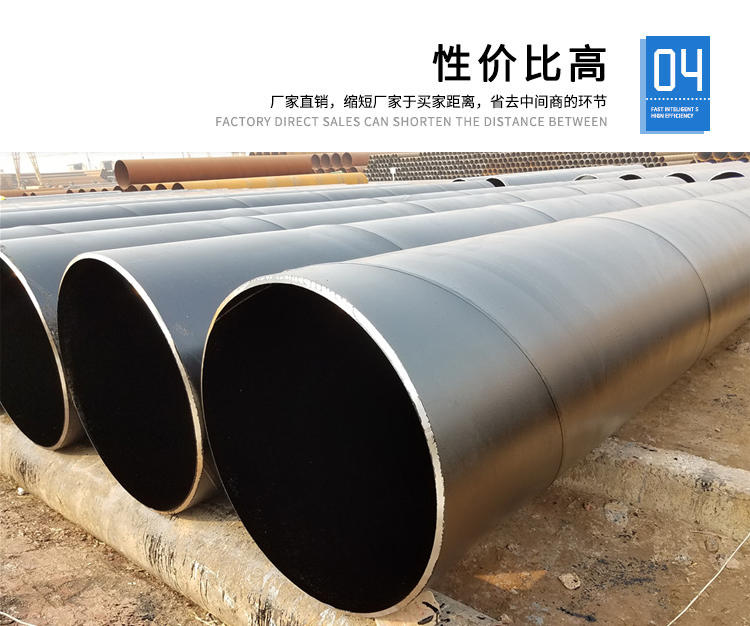






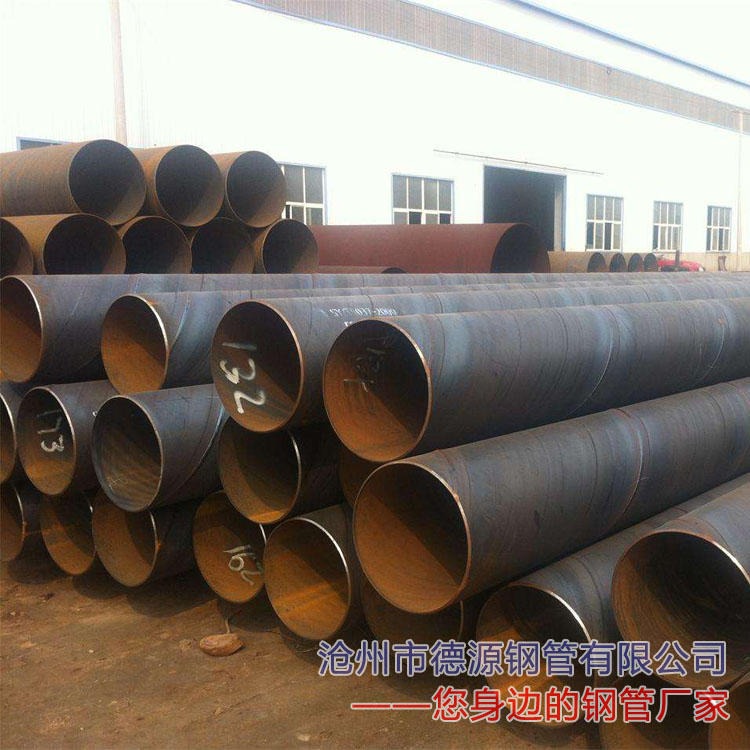
隨著我國綜合國力的增強及對能源需求的日益增加,油氣輸送用管正朝著高強度、大直徑、大壁厚的方向發展。雖然我國油氣輸送用螺旋焊管在焊縫外觀質量、內在質量等方面有了較大幅度提高,但現有工藝狀況、設備能力已不能滿足高壓、富氣集輸等更高的要求。因此,需進一步完善工藝,提高設備性能,合理配置設備,開發高性能焊接材料及專有技術。同時,采用先進的預精焊和擴徑技術,克服螺旋焊管傳統工藝固有的缺陷,以提高產品質量和生產效率。
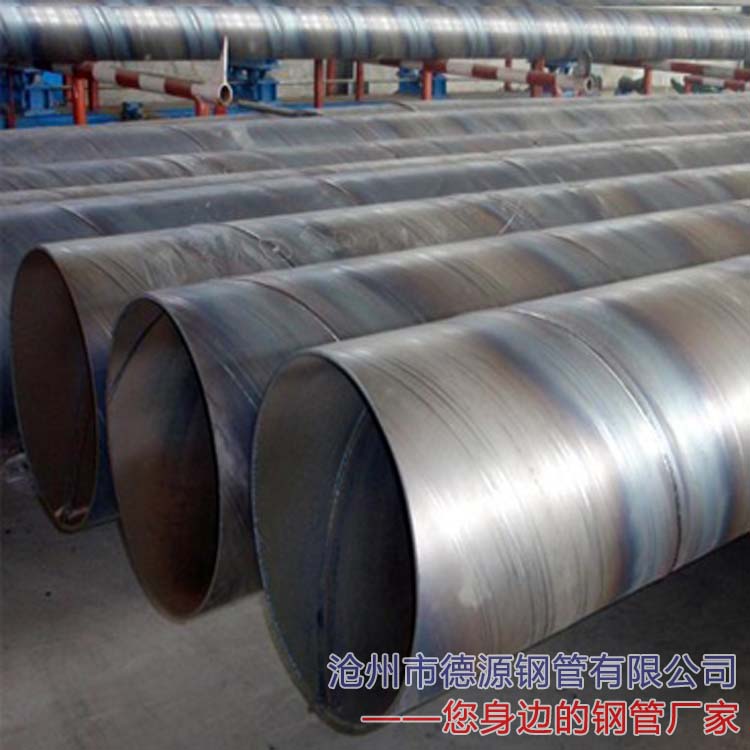
目前,在螺旋埋弧焊管生產中,對大直徑鋼管普遍采用內、外雙絲焊,并采用激光自動跟蹤和手動跟蹤相結合的方式確保焊縫質量。通過合理的焊材及焊接參數匹配,焊接質量從力學性能到外觀均有了大幅度提高。但由于螺旋埋弧焊管是在線焊接,焊接工藝受成型機組的影響往往不能調節到 狀態,焊縫還存在與母材過渡不圓滑、馬鞍形、余高過高等外觀質量問題,這對焊接接頭的承載能力有較大影響,也是國產螺旋埋弧焊管需要努力改進的方面之一。
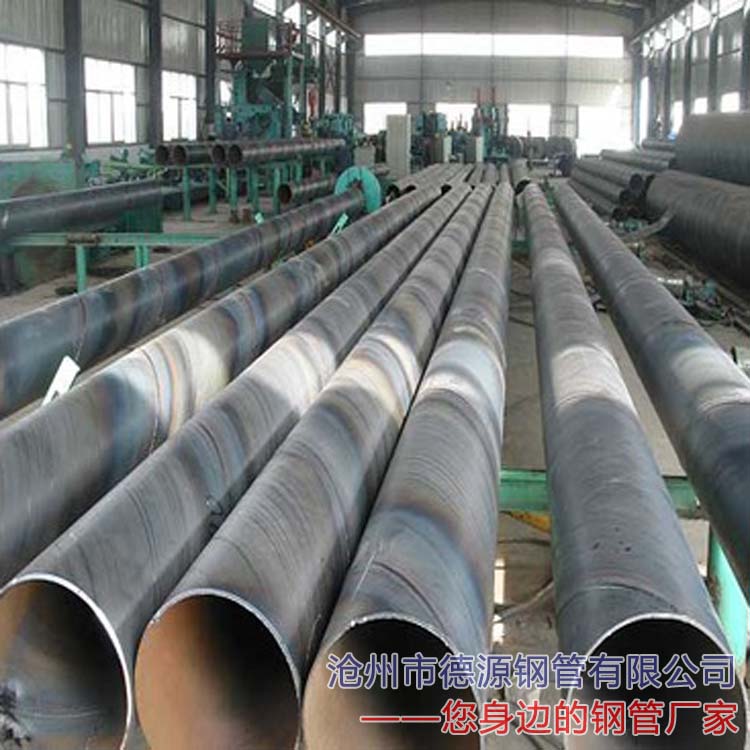
國內管線鋼管生產中均對焊縫、母材進行無損檢測。鋼管水壓后需對焊縫進行 超聲波探傷,母材要求卷板端部及卷板邊緣25mm范圍內 在線自動超聲波檢測,卷板中部或管體至少25%在線自動超聲波檢測。對焊縫進行 增寸線工業電視和管端200mm拍片或抓圖檢測。焊縫自動超聲波探傷由6個探頭完成,探頭按“K”,形工藝布置,其中一對探頭檢測縱向缺陷,探頭沿焊縫對稱垂直分布,根據不同的厚度直徑比,探頭的入射角度可在40°~75°進行調整;另一對探頭檢測橫向缺陷,在平行于焊管軸線方向上,兩個探頭以45°入射角沿相反的方向入射到焊縫;另一對直探頭用于檢測焊縫兩側50mm內分層缺陷。




名優甄選
螺旋管 環氧樹脂防腐無縫鋼管 3PE防腐鋼管環氧煤瀝青防腐鋼管
口碑好熔結環氧樹脂防腐鋼管 烏蘭察布 宏科華廠家直銷 防腐鋼管廠家
供應輸水排水排污工程用大口徑螺旋鋼管 螺旋管廠家
螺旋焊接鋼管生產廠家 q235b螺旋鋼管批發 20螺旋焊管
螺旋管 河北厚東鋼套鋼保溫鋼管生產廠家
聚氨酯保溫鋼管 濤發生產 供熱保溫鋼管 保溫鋼管廠 螺旋管
IPN8710防腐鋼管 廠家制造 滄州達威 玻璃布防腐鋼管生產廠家 高品質IPN防腐鋼管生產加工
環氧粉末防腐鋼管生產加工 地埋式3PE防腐鋼管 六油五布防腐鋼管生產加工 滄州達威 廠家制造
3PE防腐鋼管廠家供應 711X13大口徑螺旋鋼管 3PE加強級防腐螺旋鋼管 飛越管道
小口徑3pe防腐無縫鋼管 3pe防腐無縫管 3pe防腐鋼管加工廠
發送詢價單
您對該公司的咨詢信息已成功提交,請注意接聽供應商電話。
聯系人信息
請輸入您的稱呼
請輸入正確的聯系方式
請選擇咨詢問題
請輸入正確的圖形驗證碼
商家已收到您的消息,請注意接聽供應商的來電~